
The welding strength of OSP surface treatment is stronger than that of ENIG surface treatment PCB. But it is also confirmed that the solder strength of OSP tends to deteriorate over time. Therefore, the longer the product is sold to the market, the higher its bad rate should be.
Friends have been in the SMT and PCBA circuit board assembly industry for a long time, perhaps have heard an expert or previous experience sharing told you that "OSP surface treatment circuit board welding strength is stronger than ENIG surface treatment." The more technical term should say "the solder joint strength of the copper base circuit board is stronger than that of the nickel base," but few people seem to be able to come up with a data telling you, "how much stronger is the OSP than the ENIG?"
Shenzhen Grande looked for many reports on the Internet and finally discovered that the English version of the report, published by Japan's niho superior Corporation, was relatively easy to understand. This paper will basically use this report as a material to illustrate the stress resistance of OSP and ENIG welding.
Because (portable devices), a handheld electronic device, is popular nowadays, it happens that users drop it on the ground accidentally when they take it. In this paper, the fracture energy (fracture energy) of BGA tin ball welded to OSP and ENIG is calculated by using different shear (shear) test speed to evaluate the welding strength.
The test samples of this report and its terms and conditions are as follows, and readers interested in the details of the report can search the website for the title of the original report.
Tin Ball Diameter (BGA ball diameter): 0.5% -0.01 mm
Laminate: FR4
Board Thickness: 1.6mm
Solder Mask Defined Pad : 0.42+/-0.02mm
Resist Thickness: 30-40um
Surface Treatment: OSP、ENIG(0.3um Ni/0.03um Au)
Ball Solder Alloy: Sn-3.0Ag-0.5Cu、Sn-0.7Cu-0.05Ni-0.006Ge、63Sn-37Pb
Shear at Speeds:10, 100, 1000, 2000 and 4000 mm/sec
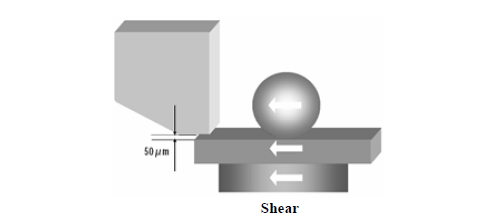
This report basically uses two testing methods, shear-test and pull-test, but Shenzhen Grande takes only its thrust report here. Interested readers can check the original report on the Internet. The thrust here is actually the lateral shear force of the tin ball (shear), as shown above.
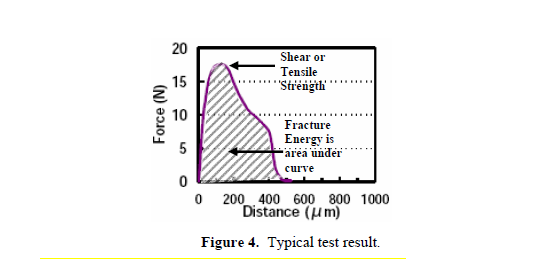
It should be noted that this report uses the "rupture strength (fracture energy)" of the tin ball to calculate its welding strength, because when the maximum shear force occurs, the whole ball may not have fallen completely, some of which may have just cracked part of the ball. However, the maximum thrust has been calculated, so it is a little distorted to calculate the maximum shear force instead of the solder strength, and the area of the closed area formed by the whole shear force and the distance should be calculated (above) to represent the welding strength.
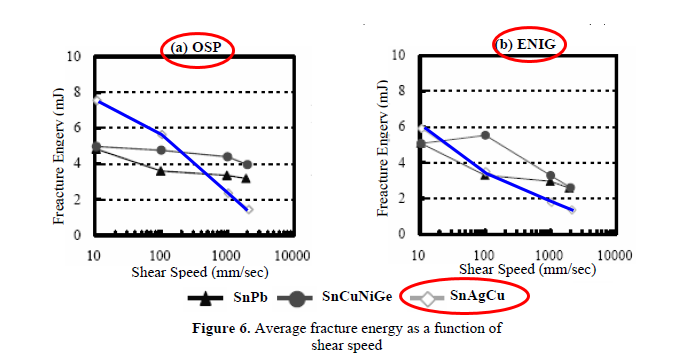
From the report as a whole, the welding strength results for OSP and ENIG surface treatments can be summarized as follows:
The faster the shear rate (shear speed) is applied to the tin ball, no matter whether the tin ball is welded to the surface of OSP or ENIG, the fracture energy (fracture energy) decreases rapidly with the increase of shear velocity. This indicates that the speed at which electronic products fall is fatal to the solder strength of electronic parts on the circuit board, and the heavier the parts are, the greater the damage will be because of fima. The higher the height of the fall, the more unfavorable.
In the case of sac305 solder, the rupture strength of the solder of the surface treatment plate is better than that of the plate treated with ENIG, especially when the shear speed of 100mm/sec is the most obvious, but when the shear rate is higher than 1000mm/sec, the fracture strength of the solder is better than that of the plate treated with ENIG. The gap between the two is getting smaller and smaller. This may explain the small difference between ENIG and OSP when a mobile phone does a high fall test (drop test), but OSP is significantly better than ENIG when it comes to rolling (tumble test).
In particular, the experiment and comparison of (as reflow), secondary back welding (double reflow),) back welding at 150 °c for 200 (h) hours (reflow 200hr@150 °c) were carried out in this paper. The main purpose is to understand the influence of imc (intermetallic compounds) on the strength of BGAtin ball solder under the condition of time and temperature.






